Shielded metal arc welding :-

Shielded metal arc welding (SMAW), also known as manual metal arc (MMA) welding, flux shielded arc welding or informally as stick welding, is a manual arc welding process that uses a consumable electrode coated in flux to lay the weld.
An electric current, in the form of either alternating current or direct current from a welding power supply, is used to form an electric arc between the electrode and the metals to be joined. As the weld is laid, the flux coating of the electrode disintegrates, giving off vapors that serve as a shielding gas and providing a layer of slag, both of which protect the weld area from atmospheric contamination.
Because of the versatility of the process and the simplicity of its equipment and operation, shielded metal arc welding is one of the world's most popular welding processes. It dominates other welding processes in the maintenance and repair industry, and though flux-cored arc welding is growing in popularity, SMAW continues to be used extensively in the construction of steel structures and in industrial fabrication.
History of SMAW Process.
The process is used primarily to weld iron and steels (including stainless steel) but aluminium, nickel and copper alloys can also be welded with this method..
After the discovery of the electric arc in 1800 by Humphry Davy there was little development in electrical welding until Auguste de Méritens developed a carbon arc torch, patented in 1881.[3] Nikolay Benardos developed carbon arc welding, obtaining patents from 1887 showing a rudimentary electrode holder. In 1888 consumable metal electrode was invented by Nikolay Slavyanov. Later in 1890 C. L. Coffin received U.S. Patent 428,459 for his arc welding method that utilized a metal electrode. The process, like SMAW, deposited melted electrode metal into the weld as filler.
Around 1900 A. P. Strohmenger and Oscar Kjellberg released the first coated electrodes. Strohmenger used Clay and lime coating to stabilize the arc, while Kjellberg dipped iron wire into mixtures of carbonates and silicates to coat the electrode.In 1912 Strohmenger released a heavily coated electrode but high cost and complex production methods prevented these early electrodes from gaining popularity. In 1927 the development of an extrusion process reduced the cost of coating electrodes while allowing manufacturers to produce more complex coating mixtures designed for specific applications. In the 1950s manufacturers introduced iron powder into the flux coating, making it possible to increase the welding speed.
In 1938 K. K. Madsen described an automated variation of SMAW, now known as gravity welding. It briefly gained popularity in the 1960s after receiving publicity for its use in Japanese shipyards though today its applications are limited. Another little used variation of the process, known as firecracker welding, was developed around the same time by George Hafergut in Austria.
An electric current, in the form of either alternating current or direct current from a welding power supply, is used to form an electric arc between the electrode and the metals to be joined. As the weld is laid, the flux coating of the electrode disintegrates, giving off vapors that serve as a shielding gas and providing a layer of slag, both of which protect the weld area from atmospheric contamination.
Because of the versatility of the process and the simplicity of its equipment and operation, shielded metal arc welding is one of the world's most popular welding processes. It dominates other welding processes in the maintenance and repair industry, and though flux-cored arc welding is growing in popularity, SMAW continues to be used extensively in the construction of steel structures and in industrial fabrication.
History of SMAW Process.
The process is used primarily to weld iron and steels (including stainless steel) but aluminium, nickel and copper alloys can also be welded with this method..
After the discovery of the electric arc in 1800 by Humphry Davy there was little development in electrical welding until Auguste de Méritens developed a carbon arc torch, patented in 1881.[3] Nikolay Benardos developed carbon arc welding, obtaining patents from 1887 showing a rudimentary electrode holder. In 1888 consumable metal electrode was invented by Nikolay Slavyanov. Later in 1890 C. L. Coffin received U.S. Patent 428,459 for his arc welding method that utilized a metal electrode. The process, like SMAW, deposited melted electrode metal into the weld as filler.
Around 1900 A. P. Strohmenger and Oscar Kjellberg released the first coated electrodes. Strohmenger used Clay and lime coating to stabilize the arc, while Kjellberg dipped iron wire into mixtures of carbonates and silicates to coat the electrode.In 1912 Strohmenger released a heavily coated electrode but high cost and complex production methods prevented these early electrodes from gaining popularity. In 1927 the development of an extrusion process reduced the cost of coating electrodes while allowing manufacturers to produce more complex coating mixtures designed for specific applications. In the 1950s manufacturers introduced iron powder into the flux coating, making it possible to increase the welding speed.
In 1938 K. K. Madsen described an automated variation of SMAW, now known as gravity welding. It briefly gained popularity in the 1960s after receiving publicity for its use in Japanese shipyards though today its applications are limited. Another little used variation of the process, known as firecracker welding, was developed around the same time by George Hafergut in Austria.
Operation of SMAW Process :-
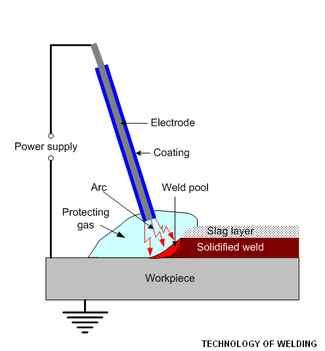
To strike the electric arc, the electrode is brought into contact with the workpiece by a very light touch with the electrode to the base metal then is pulled back slightly. This initiates the arc and thus the melting of the workpiece and the consumable electrode, and causes droplets of the electrode to be passed from the electrode to the weld pool.
As the electrode melts, the flux covering disintegrates, giving off shielding gases that protect the weld area from oxygen and other atmospheric gases. In addition, the flux provides molten slag which covers the filler metal as it travels from the electrode to the weld pool. Once part of the weld pool, the slag floats to the surface and protects the weld from contamination as it solidifies. Once hardened, it must be chipped away to reveal the finished weld.
The actual welding technique utilized depends on the electrode, the composition of the workpiece, and the position of the joint being welded. The choice of electrode and welding position also determine the welding speed. Flat welds require the least operator skill, and can be done with electrodes that melt quickly but solidify slowly.
As the electrode melts, the flux covering disintegrates, giving off shielding gases that protect the weld area from oxygen and other atmospheric gases. In addition, the flux provides molten slag which covers the filler metal as it travels from the electrode to the weld pool. Once part of the weld pool, the slag floats to the surface and protects the weld from contamination as it solidifies. Once hardened, it must be chipped away to reveal the finished weld.
The actual welding technique utilized depends on the electrode, the composition of the workpiece, and the position of the joint being welded. The choice of electrode and welding position also determine the welding speed. Flat welds require the least operator skill, and can be done with electrodes that melt quickly but solidify slowly.
Shielded metal arc welding advantages and disadvantages
Advantages Of SMAW Process:
Disadvantages Of SMAW Process:
Shielded metal arc welding applications:
Advantages Of SMAW Process:
- Simple, portable and inexpensive equipment
- Wide variety of metals and alloys can be welded by this process.
- Suitable for outdoor applications
- Welding can be arried out in any position with good weld quality.
- The process can be employed for hard surfacing.
- Auxiliary gas shielding is not required.
- SMAW process finds innumerable applications, because of the availability of a wide variety of electrodes.
Disadvantages Of SMAW Process:
- If we have to weld long joints then time wastage is more.
- The process is discontinuous due to limited length of the electrodes.
- Frequent stop/starts to change electrode.
- Relatively high metal wastage (electrode stubs).
- Current limits are lower than for continuous or automatic processes (reduces deposition rate).
- Weld may contain slag inclusions.
- Fumes make difficult the process control.
- Not as productive as continuous wire processes.
- Electrode ends (butts) are wasted.
- High level of skill needed to produce sound welds.
- Arc blow can occur with direct current. (Arc goes everywhere EXCEPT where you want it to)
Shielded metal arc welding applications:
- Shipbuilding. As an illustration, consider shipbuilding or fabrication facilities. These are substantial structures made of powerful metals. The employment of the stick welding procedure is frequently the greatest option to guarantee that these metals are linked tightly.
- Work on repairs. In an emergency, this is especially true. When there is little care for aesthetics, adopting this type of welding procedure can help to make a lasting weld should a ship sustain damage while at sea. This is why this style of welding method is frequently used in repair work. The amount of heat produced ensures that welds can be made fast to stop any more damage because of the amount of heat that is produced.
- Construction. In construction, it is frequently employed in areas of a structure's interior where the weld would not be visible but where metals need a lot of heat to be able to be successfully welded into place. There is no doubt that this weld is effective.
- Pressure Vessels. When deep penetration is required, SMAW is used to weld pipes, tanks, pressure vessels, structural components, and structures.
- Tanks for holding liquids, gear blanks, equipment, steel furnishings, truck bodywork, foundry supplies, shaft construction, etc.
