|
Aluminium is a lightweight metal with adensity (2.70 g/cm3)about one third that of steel or copper. Aluminium has a facecentred cubic (FCC) crystal structure and displays moderate corrosion resistancein a range of environments. PROPERTIES OF ALUMINIUM
Gas metal arc welding (GMAW) and Gas tungsten arc welding(GTAW) are frequently used to join aluminum. A positive polarity is required to break up the surface of the aluminum due to its oxide layer in order to ensure a proper weld. Additionally, the use of alternating current (AC) enables the advantages of a negative polarity that offers penetration and sufficient positive polarity for a containment-free weld. WELDING METALLURGY OF ALUMINIUM AND ITS ALLOYS
GTAW (TIG) Welding Aluminium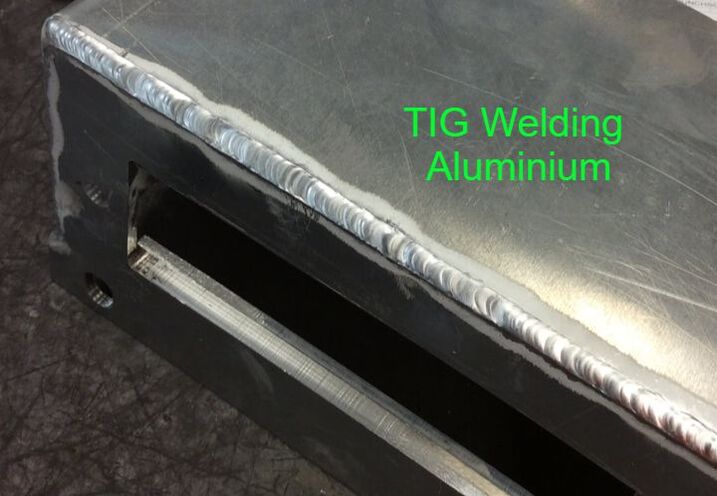 Aluminium can be gas tungsten arc welded using AC and square-wave AC, or DC with the electrode either negative (DCEN) or positive (DCEP). Gas tungsten arc welding with an alternating current (AC) power source is used for a variety of applications. During the electrode's positive half-cycle, oxide is removed from the aluminum surface and the electrode becomes hot, while the electrode's negative half-cycle allows the electrode to cool and deeper penetration to be achieved. GMAW(MIG) Welding Aluminium The GMAW process is operated with an electrode positive, and the cathode has the same cleaning effect as in GTAW. When welding thin metal, argon is usually the best shielding gas because it produces less heat when arcs are created. Additionally, argon results in a smoother and more stable arc than helium. Helium is better than other gases for welding in thicker metals because it has a high heat capacity, which makes it able to produce deep penetration.
0 Comments
|
AuthorInternational Welding Engineer (IWE). ArchivesCategories |
- Welding
- Welding Technology Quiz
- Welding Terms
- SMAW Welding
- Variables in SMAW Welding
- Tig Welding
- Mig Welding
- Mig welding vs Tig welding
- Submerged arc welding
- Aluminium Welding
- Resistance welding
- Non Destructive Testing
- Spot Welding
- Seam Welding
- Projection Welding
- Flash Butt Welding
- Upset Resistance Welding
- Plastic Welding
- SS Welding, STAINLESS STEEL WELDING
 RSS Feed
RSS Feed
